Table of Contents
This is an old revision of the document!

IH: Oiling & Lubrication - Sub-03G
57-76 Oil Pump Damage and Repair
See also bustert's videos on YouTube:
- Youtube video on an oil feed seal. Far easier and non destructive. 2)
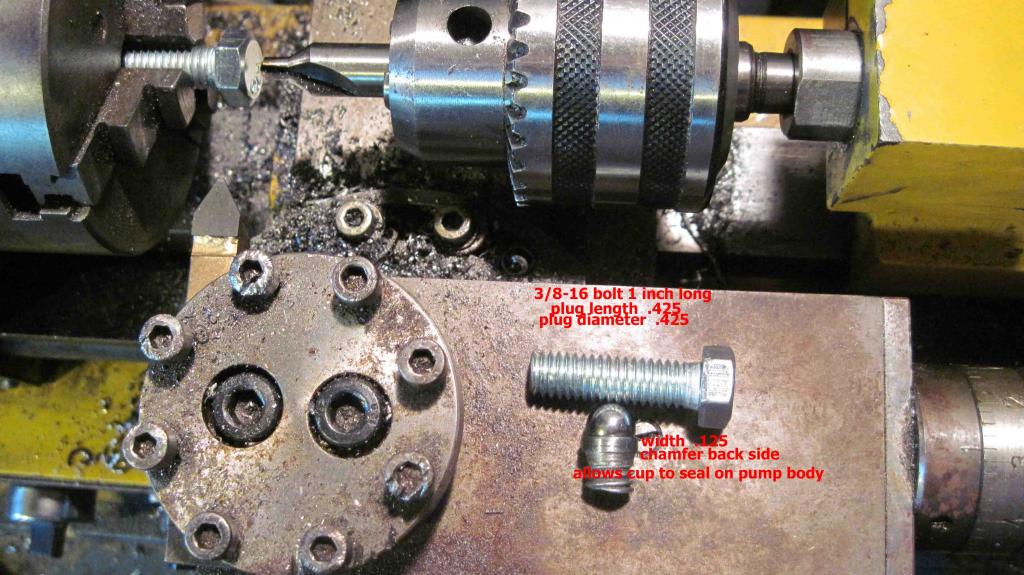
Check Ball Seat Repair
The tapping method:
The traditional “tapping” method is described in the FSM. 3)
Using a light, inspect the valve (ball) seat in the pump body for pits and for dirty condition.
A small particle of foreign matter lodged on the valve (ball) seat will prevent the check valve ball from seating.
If the seat is only slightly damaged, place a new ball on the seat and use a drift against the ball and to lightly tap against the seat.
Then install a new spring along with the new ball. 4)
Basically, just stick the ball in the hole, push it tight against the seat with a drift and then give it a few light whacks with a small hammer.
The aluminum housing is not as fragile as it would seem. Just do not use an 8 pound hammer. 5)
This will remove small slight striation marks or pits.
It also says to replace the pump body if the valve seat badly damaged.
The lapping method:
The seat can be lapped with a clean bead blasted Evo pushrod end (it’s the same size as
the check ball). 6)
The tool on the left is a homemade check ball lapping tool used to lap the seat where the check ball sits in the oil pump (57-76). 7)
It's made with a tool steel shank and a 3/8“ carbide ball tip on the end.
The pocket for the ball to sit was cut with a 3/8” ball end mill then a few drops of Loctite 404 to keep it there.
This is used as a traditional lapping tool would be. But it's not the best idea to use lapping compound in there. 8)
Particles of the very hard lapping compound will become embedded in the soft aluminum and stay there to grind up the ball in service.
Not to mention they can then come loose and circulate through your bearings.
 |
| Homemade check ball lapping tool 9) |
The burnishing method:
The tool below is a check-ball seat burnishing set. 10)
The idea is to turn the ball into the seat several times, thereby smoothing it to a very fine finish.
It works quite well with these old check valve seats, but you can and do use quite a bit of force with the cast iron for a good result.
The aluminum bodies on the Sportster pump would require a somewhat gentler application of the wrench.
But the result would be a micron finish on the seat that will hold those slippery oil molecules.
Problems with this procedure include factory machining of bore and seat rather badly out of alignment on a few pumps.
And pitted or damaged seats that no amount of force will correct.
You'd probably need a lathe, a tap set and the ability to braze or silver solder to make your own tool.
Although you might drill out and tap an un-needed pump nipple for part of the tool.
You can indicate the bolts in the chuck, face off the ends and then center drill them to provide a concentric pocket for the sphere to rest in.
Then, hold the whole mess in tension between centers as you soldered. They surely have to be straight or they aren’t much use.
 |
| Check-ball seat burnishing set 11) |
These below are a collection of fixes and ideas for repairing the check ball seat from the XLForum.
By bustert



Shaft Seal Repair
By bustert
Normally, you'd use precision equipment for this. However, below shows how you can do the job with common home tools.
The cost of this project would be $4.00 U.S. for the bushing and whatever you can find a milling bit for.
Done with a 1/2“ shank because most will not have a 3/4” capacity chuck.
The late 1960s Craftsman in the jpeg below has 5/8“ capacity and is the original. The quill is still tight so accuracy is close enough.
As with any boring, keep the work as close as you can.
The 4 fluke would be better but if you speed up the drill, then it compensates, just go slow with lube so no chatter is induced.
The process:
- Square a block of wood thick enough to fit the vise and allow the extension to fit without bottoming out.
- Attach the upper plate to the wood block with tapered head screws to prevent movement.
- Use a transfer punch of proper size and mark the wood block, remove upper plate.
- Bore out proper size plug and insert the upper plate extension into the hole and fix with tapered head screws to prevent movement.
- Fix block of wood to vise and use proper size transfer punch to align to the quill.
Clamp vise securely and make sure punch is center and moves freely. If needed, tweaks can be made by sight taps to the vise. - Now you can slowly mill the hole. Take your time as the plate is cast steel.
Now you have the hole. The bushing needs to be sized but you can find shorter lengths.
Now from the bottom of the flange, measure up 5/64” and cut the bushing and round off the radius to ease installation, just the very edge.
Do not get into the seating area.
Once this is done, place the upper plate on a block of wood with a 3/4“ hole drilled in it to support the plate when installing the bushing.
Make sure it is squeaky clean, add red Loctite or flange/bushing sealant to the underside of flange, install into the hole and let it set up.
As an option, you can slightly run a taper drift into the bottom side of the bushing and slightly taper out the hole to add more interference fit IF you want, the sealant should be enough to cement the bushing. now dress off the bushing flat to the plate and you are good to go.
Now all you do is insert the seal into the bottom of the bushing cup side down till flush.
These plates with extension can be made from regular steel and tubing.







By Ferrous Head
The pump already has an oil seal in the body of the pump.
This seal stops oil from leaking past the shaft on the scavenge side and into the feed side gears.
What HD didn't do was use an oil seal above the feed gears to stop oil leaking past the shaft into the pump tower.
So the shaft itself just runs against the cast iron pump tower until it wears enough clearance for itself to not interfere with the oils passage.
Once that happens the pump will leak.
With the bike leaned on it's kick stand, the oil leaks into the sump and then overflows into the primary case via the oil transfer valve in the left case half.
This really is a design flaw and should have never been allowed to persist.
This solution is to install a seal in the pump tower.
The biggest problem here is the area that should hold the seal is only about 3mm thick.
And the answer to that problem is to machine up a “top hat” to be pressed into the pump tower to hold the seal.
The seal used is the same seal used in the pump body (26227-58), about $4 worth.
The machining was farmed out to a local shop. It took them 1/2 hour to make two top hats, machine the towers and press in the top hats.
They also made two tools for the installation. Both tools are very simple for anyone with a lathe to make.
The first is a backing tool that stops the pump tower face from distorting (bending inwards) when the top hat is pressed into place.
The second is a seal installer. However, it can be dome without the seal installer.
After the top hat is pressed into place, the pump tower face is faced off.
So, $55 for the machine work and $8 for two seals.
Below is a sketch of the top hat. The measurements are metric but can asily be converted to inches.
The machined tower with the hat already pressed in is to the right.
It should be clear to your machinist what is required from this. The actual line between the pump itself and the top hat is hard to see but it is there.
Click on a pic to enlarge.


Here are pics of the tools (made from mild steel) that were made for installation.
They are coated them with Soft Seal to keep them from rusting while waiting to be used.
As you can see, they are quite simple and can be made in a few minutes by a competent machinist.
One is used as “backing” or the pump tower when your installing the top hat.
The pump cover is only about 3mm thick and you could bend it when your installing the top hat.
Also below is the tool to install the oil seal. Not really necessary but it makes the whole job faster and easier to do.



By needspeed
When the pump is together there is a 3/16” space between the bottom of the breather sleeve and the top cover.
Enough room for a 1/8“ thick insert that holds the seal and is tight to the I.D. of the cover tube.
It has a relief cut to clear any radius or chamfer that sometimes is left at the bottom of the hole.
It also makes a space for any excess sealer that could be used. There are no mods to any part of the pump.
This was made from aluminum on a lathe.
