This is an old revision of the document!

REF: Engine Mechanicals - Sub-01M
Cam / Gearcase Cover Mods
See also Pics of Cam / Gearcase Cover Mods.
Some Tools and Suggestions
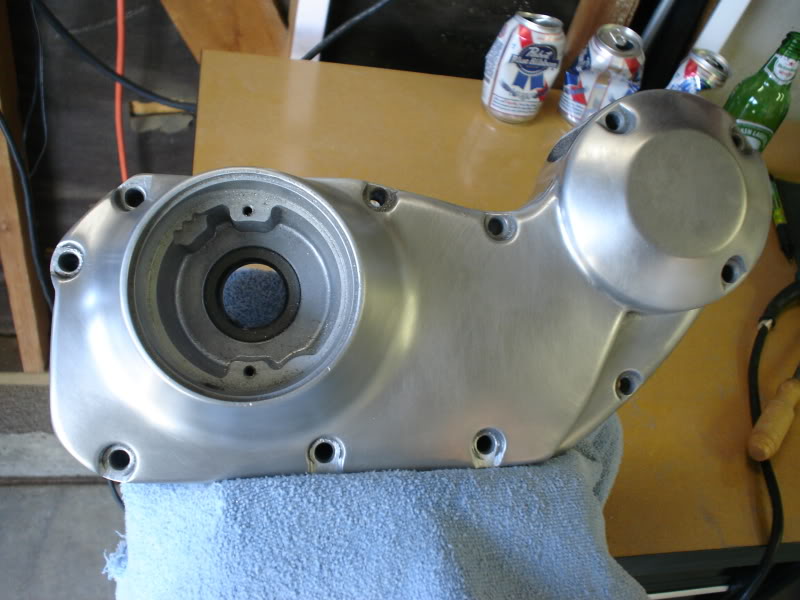
Check the oil passages around the bushings before you start cutting on the cover.
Some have a factory drilled oil passage (1/8“) through the cover going to the pinion bushing area. The hole on the lower edge of the cam cover was then welded to seal this hole. 1)
After cutting thru this hole, it can be plugged again by running a 1/4”x20 tap in and threading a screw into it with JB weld / epoxy applied. 2)
 |  |
It's also important to keep the dowel pin holes intact. With dowels front and rear,
it ensures correct alignment of the cam cover if or when you have to line ream replacement cam bushings. 3)
For Cutting the Cover
- Saws-all.
- Angle grinder with a metal cutting blade.
- Jigsaw.
- A mechanical or CNC mill is very helpful for precise and non-jagged cuts.
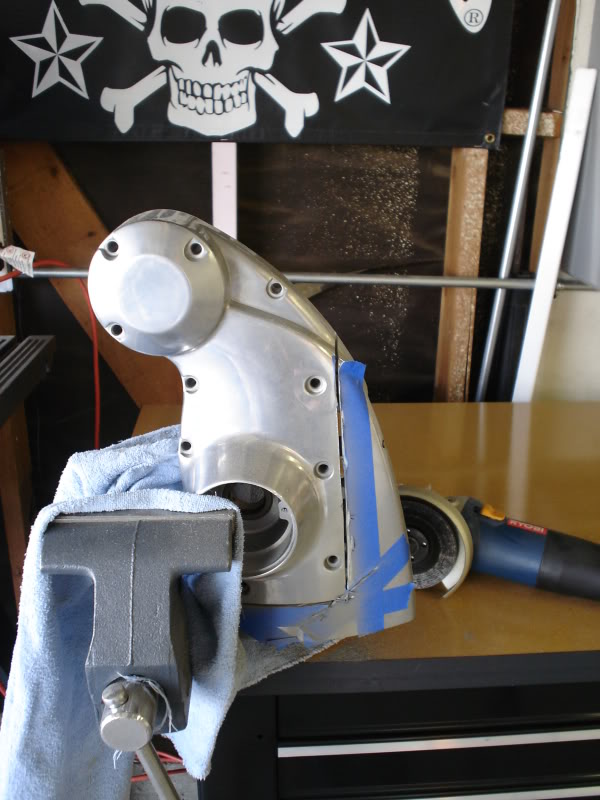
| Cutting area marked out with tape. Cuts made with an angle grinder with the metal cut-off blade. 4) |
|
 |  |
| Cover bolted to a sheet of steel as a jig to hold the cover in a vise for machining the excess off with a milling machine 5) | ||
 |  |  |
To Protect the Aluminum from Scratches While Cutting
- Painters tape.
- Soft jaws in a bench vise.
- A towel to wrap the cover in before chucking into a bench vise.
For Holding the Cover While Cutting
- Bench vice.
For Shaping and Smoothing
- Angle grinder.
- Bench grinder.
- Sander.
- Hand files.
| Basic shaping done with the sander and files. (this can take several hours) 6) | ||
 |  |  |
For Finishing
- Wet dry 220/400.
- Steel wool.
- WD-40.
- Aluminum polish.
| The mounting holes were notched near the cut areas to make them all symmetric. The surface was finished with steel wool/WD-40 and aluminum polish 7) |
||
 |  |  |
2)
Johnny Wolf of the XLFORUM http://xlforum.net/forums/showthread.php?t=525868
3)
steelworker of the XLFORUM http://xlforum.net/forums/showthread.php?t=22500&page=19
5)
photos by hoosier xlc of the XLFORUM http://xlforum.net/forums/showthread.php?t=1104997